 手機資訊
手機資訊 官方微信
官方微信摘要 何遠程 肖樂銀 劉志環 王進保摘 要:酚醛樹脂是砂帶生產的常用膠粘劑,但由于金剛石與普通磨料在性能上有很大的差別,金剛石與涂附層的粘結技術及其粘結劑本身的耐磨性、柔軟性等很難解決,...
何遠程 肖樂銀 劉志環 王進保
摘 要: 酚 醛樹脂是砂帶生產的常用膠粘劑, 但由于金剛石與普通磨料在性能上有很大的差別, 金剛石與涂附層的粘結技術及其粘結劑本身的耐磨性、柔軟性等很難解決, 從而成為金剛石砂帶發展的一個“瓶頸”。因此, 必須在普通磨料砂帶研究的基礎上進行改性, 才能得到性能優越的金剛石砂帶。試驗分別將4條不同添加劑和采用不同植砂工藝制成的砂輪進行測試, 研究了偶聯劑, 植砂方式及金剛石等因素對砂輪質量的影響。
關鍵詞: 金剛石砂帶; 酚醛樹脂; 膠粘劑; 改性
1前言
在機械、寶石、玻璃和陶瓷等行業中對硬、脆性難加工材料磨削時, 常使用普通磨料棕剛玉、白剛玉、碳化硅等涂附磨具, 由于普通磨料硬度低, 磨料消耗量大, 因而對環境污染較大, 且加工效率并不 理想。而新型金剛石砂帶, 由于其硬度高、耐磨性好, 用其來加工硬、脆性等難加工工件時, 其消耗量極小, 而且可以較長時間保持其鋒利度和磨具外形, 這樣不僅可以保證工件的加工精度, 而且提高了加工時效, 同時也有效解決了對環境的污染問題, 是一類新型的高效高精環保產品。
但由于金剛石與普通磨料在性能上有很大的差別, 金剛石與涂附層的粘結技術及其粘結劑本身的耐磨性、柔軟性等很難解決, 從而成為金剛石砂帶發展的一個“瓶頸”, 因此, 必須在普通磨料砂帶研究的基礎上進行改性, 才能得到性能優越的金剛石砂帶。
2實驗過程
2.1實驗設備及磨削條件
所用磨削設備為改進型CM 6125 車床, 其主軸轉速范圍: 63~3150r/min,使用N OVA W H EEL進行磨削時, 轉速為 1600 r/min. 電子天平型號: T P-120, 最小刻度為0. 01 g。磨削過程中使用水作為冷卻液, 其滴定速度為10 mL/min.
2.2實驗樣品及磨削材料
本次試驗分別將四條加有不同添加劑和采用不同植砂工藝的金剛石砂帶做成四個6 英寸的N OVA W H EEL , 并對其進行磨削, 其實物及結構示意如圖1和圖2 所示。試驗所用磨料為金剛石, 型號: HHM - R ; 粒度: 280 目。


磨削對象為普通玻璃和瑪瑙, 分別磨削一個小時左右, 其中普通玻璃的主要成分為Na2O·CaO·6 SiO2,莫氏硬度6. 5, 把它做成40 mm×15 mm×8 mm的小玻璃條, 以便用夾具進行夾持磨削。瑪瑙是隱晶質的二氧化硅(SiO2),其莫氏硬度7~8。
3實驗結果分析與討論
3.1實驗結果
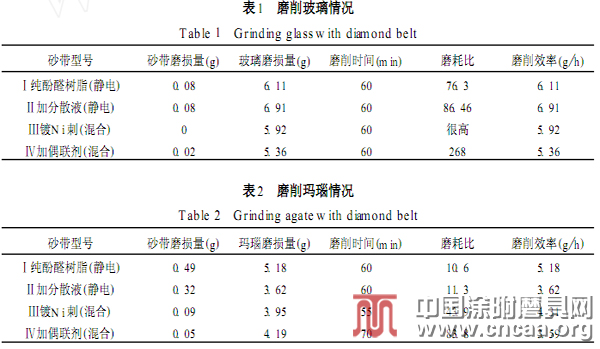
磨削玻璃和瑪瑙前后, 砂帶及磨削材料的損耗量如表1、表2 所示:
3.2分散液對金剛石砂帶性能的影響
在本次試驗的Ⅱ號砂帶中加入一種納米級的Al2O3水性分散液, 添加水平為0. 5%~ 5% , 由于納米Al2O3的高流動性和小尺寸效應, 及表面表現出極強的活性, 龐大的比表面欠氧使它很容易和樹脂中的氧發生鍵和反應, 提高了分子間的鍵力, 從而使添加納米A l2O 3 的酚醛樹脂復合材料的強度、韌性、延展性及耐磨性均有一定程度的提高, 其耐磨性對比如圖3 所示。但通過顯微鏡觀察, 發現Ⅰ和Ⅱ號砂帶表面金剛石都有一定程度的脫落, 說明粘結劑對磨料的把持力還是不夠。

3.3鍍N i 刺金剛石對砂帶性能的影響
金剛石表面鍍覆的目的是賦予金剛石以特殊的理化性能, 它不僅可以提高金剛石本身的強度, 同時改善了樹脂對磨料表面的潤濕性, 提高了對金剛石的粘結性能, 防止金剛石在磨削過程中沒有獲得充分利用而直接脫落, 從而提高了砂帶的耐用度,通過磨削玻璃和瑪瑙前后, 可以發現磨削比提高了300%以上, 如圖4 所示, 同時, 在顯微鏡下觀察, 發現鍍Ni刺的金剛石砂帶Ⅲ表面很少有金剛石脫落現象。

3.4加偶聯劑對砂帶磨削性能的改善
在本次試驗的 號砂帶中加入了2% 的TL-2偶聯劑, 此偶聯劑是含鋁和鋯元素的有機絡合物的低聚物, 具有良好的羥基穩定性和水解穩定性。其中偶聯劑能有效地提高磨料與樹脂的粘結強度, 它的分子兩端通常含有性質不同的基團, 一端的基團與金剛石表面發生化學作用或者物理作用, 另一端的基團則能和粘合劑發生化學作用和物理作用, 從而使磨料和粘合劑能很好地偶聯起來, 獲得了很好的粘結, 改善了多方面的性能, 使耐磨性能有了很大程度的提高, 如圖5 所示。

3.5植砂方式對金剛石砂帶性能的影響
本次試驗中, Ⅰ和Ⅱ號砂帶采用靜電植砂方式, 而Ⅲ和Ⅳ號砂帶采用混合植砂方式, 其中砂膠比都為1 ∶3。靜電植砂是利用高壓靜電吸附原理, 使金剛石極化上吸, 并按其自身長軸方向嵌入基材表面的膠層中, 從而形成排列整齊、分布均勻的磨料層; 而采用膠砂混合植砂方式, 磨料方向不定, 多為“倒伏”狀態, 與靜電方式相比, 磨料切刃的鋒利性差, 磨削效率低, 磨削玻璃和瑪瑙前后磨削效率如圖6 所示。

4結論
⑴通過對酚醛樹脂的改性和使用鍍N i 刺的金剛石, 發現金剛石砂帶的磨削性能有很大程度的提高, 尤其向酚醛樹脂中添加TL-2偶聯劑和使用鍍N i 刺的金剛石, 其耐磨性提高了300% 以上。
⑵靜電植砂的砂帶, 金剛石尖刃向外, 切削鋒利, 在磨削玻璃和瑪瑙的過程中, 磨削效率比一般混合植砂有一定程度的提高。







 豫公網安備41019702003604號
豫公網安備41019702003604號