 手機資訊
手機資訊 官方微信
官方微信摘要 摘要利用Nd:YAG型金剛石精密激光切割機對表面經機械拋光的CVD金剛石膜進行切割,研究了激光焦點位置、重復頻率、充電電壓以及切割速率對切割面質量的影響,并利用掃描電子顯微鏡(SE...
摘要 利用Nd:YAG型金剛石精密激光切割機對表面經機械拋光的CVD金剛石膜進行切割,研究了激光焦點位置、重復頻率、充電電壓以及切割速率對切割面質量的影響,并利用掃描電子顯微鏡(SEM)、TR200型粗糙度儀和XJP-3C型金相顯微鏡對切割結果進行了表征。研究表明:將激光焦點置于金剛石膜表面進行切割時,切割面的粗糙度隨著激光切割速率、重復頻率的增加而減小;充電電壓越高,切縫越寬;激光重復頻率在80~100Hz范圍內,其變化對切縫寬度影響較小;切割2.7mm厚的金剛石厚膜時,選取充電電池電壓850V,重復頻率90Hz,切割速率10mm/min,能夠達到高效率高質量的理想切割效果。
關鍵詞 激光;切割;CVD金剛石膜
CVD金剛石膜具有硬度高、執導率高、摩擦系數低并且從遠紅外到深紫外光學可透等優良特性,使其在半導體、硬質刀具以及光學領域有著廣泛應用[1]。但由于金剛石硬度極高,傳統的機械切割和線切割不適合于金剛石的加工。目前,切割金剛石膜的主要方法有電火花切割、磨料水射流切割和激光切割[2]。相比之下,激光切割是一種無接觸式加工,無工具損耗,無機械力,不易造成金剛石膜的破裂,且具有切縫小、效率高、熱影響區域小、切縫邊緣無機械應力等優點,被認為是切割金剛石膜的一種理想方法[3]。激光切割金剛石膜的機理:利用激光束在金剛石膜上產生局部高溫,使金剛石石墨化[4],并形成一層由石墨相和非晶碳組成的修復層[5],利用熱處理和化學處理將其去除,達到切割目的。有人對激光切割金剛石膜進行過研究,但切割質量與效率不盡如人意。采用新型高能量、高精度Nd:YAG型激光切割機進行CVD金剛石膜的切割實驗,研究了激光焦距、重復頻率、充電電壓以及切割速率對金剛石膜切割質量的影響,從而得到激光切割CVD金剛石膜的理想工藝。
1 實驗條件及方法
1.1 實驗設備
本實驗采用Yd:YAG型金剛石精密激光切割機,激光輸出功率為25~50W,重復頻率1~100Hz,激光脈沖寬度100μs,光斑直徑60~80μm。加工過程采用WinCNC數控系統控制,同軸CCD監視系統監控,具有加工精度高(0.01mm)的特點。本次激光切割實驗材料均為化學氣相沉積法(CVD)生長的金剛石膜,實驗前金剛石膜經過機械拋光處理,表面平整。
1.2 焦點的確定
激光切割機中激光槍產生,為一系列平等光束,然后利用聚焦鏡將它們聚焦到一點,即為焦點[6]。如圖1所示。焦點處激光最為集中,能量大,光斑小,因而在進行切割前,必須先確定焦點位置。將一黑色鋼片(便于觀察光斑)固定在夾具臺上,對激光切割機各參數進行設定,充電電壓610V,頻率50Hz,在此參數下,激光不會擊穿鋼片,且能清楚地在CCD監視系統上觀察激光光斑。選取一適當的Z軸高度,使激光噴嘴開始有間隔地發出激光脈沖,每次脈沖Z軸下降0.1mm。利用同軸CCD監視系統對激光束在鋼片表面所產生的光斑進行觀察,發現隨著Z軸的降低,光斑先由大變小,再由小變大,光斑最小處即為焦點位置。
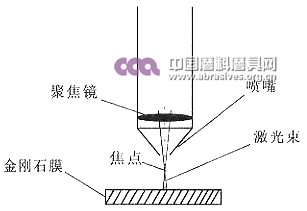
圖1 激光切割金剛石膜示意圖
2 結果與討論
2.1 焦點位置對金剛石膜切面的影響
激光焦點確定后,開始進行切割實驗,但在實際過程中,金剛石膜具有一定的厚度,尤其對于厚膜而言,焦點與金剛石膜的相對位置對切割面的平整度和錐度有著非常大的影響,因而需要考慮將焦點設在金剛石膜的什么位置能夠獲得理想的切割效果。圖2為三種方式的切割剖面SEM圖。實驗切割材料為2.2mm厚CVD金剛石膜,采用三種不同的切割方式:(1)焦點置于金剛石表面下1.1mm處,重復切割兩次,如圖2中A;(2)先將焦點設置在金剛石膜表面,切割一次,然后下降至膜表面下1.1mm,切割一次,如圖2中B;(3)焦點置于金剛石膜表面,重復切割兩次,如圖2中C。三種方式除焦點位置外,其他切割條件相同,充電電壓850V,重復頻率90Hz,切割速度10mm/min,均再次切穿。

圖2 三種切割方式的切縫剖面SEM圖
由圖2可以看出,A的切割入口區[7]較大,呈明顯的喇叭口狀,整體切縫較寬,相對而言,C的切割入口區較小,整體切縫較細、平整、錐度小,切割效果理想。B的切割結果為A與C的綜合效果。這些現象的產生與激光的聚焦原理有關,激光束在焦點至聚焦鏡部分為聚焦過程,該區域激光強度大,而在焦點以下部分為發散過程,能量相對較低。如圖3所示,將焦點置于金剛石膜中間進行切割,其切入角大,入口激光能量大,形成喇叭切入口;相對而言,將焦點置于金剛石膜表面進行切割,切入角小且入口能量較小,能得到理想的切割效果。因此,將焦點置于金剛石膜表面進行切割是最為理想的切割方式。

圖3 焦點置于金剛石膜不同位置的激光切割效果示意圖
切割質量和切割功率二者間是相互影響、相互制約的。盡管較大的切割功率能夠錢次性切穿金剛石膜,但往往使得切縫較寬、切割截面燒蝕嚴重,切割質量不盡人意。降低功率能夠有效減小縫寬,降低截面燒蝕程度,需通過多次切割才能切透金剛石膜,效率低。同時,多次切割受到激光切割機數控臺歸位精度的影響,多次切割的軌跡并不完全重合,同樣會增大切縫寬度。因而切割功率和次數的選擇尤為重要。
實驗通過利用不同工藝參數切割CVD法生長的厚膜,研究了重復頻率、充電電壓對切割次數的影響。金剛石膜厚2.7mm,切割速率50mm/min,其他具體參數與實驗結果見表1。
表1 充電電壓、重復頻率對切割次數的影響結果

2.3 激光切割速率對切割面粗糙度的影響
事實上,激光切割金剛石膜就是對其進行連續打孔的過程。激光在金剛石膜表面產生局部高溫,燒蝕出孔洞,利用膜與激光頭的相對運動,在金剛石膜上形成連續孔洞,從而達到切割的目的。在這一過程中,孔的間距對切割面的光滑度起著決定性的作用,推導出孔間距的計算公式為d(mm)=v(mm/s)/f(Hz),式中,v為切割速率,f為激光重復頻率。顯然,降低切割速率和提高激光頻率能夠有效減小孔間距,增強孔洞的連續性,能夠得到更為光滑的切割面,還能有效減少切割次數。但過低的切割速率同時也會制約切割效率。
選取適當的切割參數,在保證1~2次切穿金剛石膜的基礎上,對2.2mm厚金剛石厚膜進行切割實驗,研究重復頻率與切割速度對孔間距的影響,并利用國產TR200型粗糙度儀對切割面度進行了表征,具體參數與結果如表2所示。
表2 切割速率對切割面粗糙度的影響結果


圖4 孔間距分別為5.2μm和1.0μm的激光切割效果圖
2.4 充電電壓和重復頻率對縫寬的影響
金剛石是自然界中具有眾多優良性能的寶貴材料,在對其進行切割時應該盡可能降低金剛石的切割損耗。在保證切割質量的前提下,減小切縫寬度是降低金剛石材料損失的一種有效手段。為了排除多次切割對切縫寬度帶來的不利影響,試驗時需要一次切穿,選取厚度0.4mm的金剛石膜進行切縫實驗,并利用XJP-3C型金相顯微鏡對切縫寬度進行測量,研究了重復頻率與充電電壓對切縫寬度的影響。
激光充電電壓780V,切割速率10mm/min,其他參數與結果如表3。
金剛石是自然界中具有眾多優良性能的寶貴材料,在對其進行切割時應該盡可能降低金剛石的切割損耗。在保證切割質量的前提下,減小切縫寬度是降低金剛石材料損失的一種有效手段。為了排除多次切割對切縫寬度帶來的不利影響,試驗時需要一次切穿,選取厚度0.4mm的金剛石膜進行切縫實驗,并利用XJP-3C型金相顯微鏡對切縫寬度進行測量,研究了重復頻率與充電電壓對切縫寬度的影響。
表3 激光重復頻率對切縫寬度的影響結果

表4 激光充電電壓對切縫寬度的影響結果

3 結論
利用激光精密切割機對CVD金剛石膜進行切割實驗,研究了焦點位置、充電電壓、重復頻率以及切割速率對切割面質量的影響,發現:
(1) 將激光焦點置于金剛石膜表面進行切割,能夠有效降低激光入射角度和入射能量,得到的切口截面最為平整、錐度小,切割效果最為理想。
(2) 在保證切割效率的前提下,降低切割速率能夠降低切割面表面粗糙度值,提高切割質量。
(3) 適當地增加重復頻率能夠有效減少切割次數,提高切割效率,同時能降低切割面表面粗糙度值,提高切割質量。與之相比,盡管提高充電電壓能夠提高激光輸出功率,減少切割次數,但會產生較寬的切縫,影響切割質量。
參考文獻:
[1] BARANAUSKAS V, PELED A,TRAVA-AIROLDI V J,et al .Morphological studies of laser etching processes in self sustained CVD diamond wafers [J].Diamond and Related Materials,1994,79:129-135.
[2] 王亞,汪建華,王傳新,等.CVD金剛石膜激光切割工藝研究[J].工具技術,2005,39(9):38-40.
[3] ZHANG G F , ZHANG B,DENG Z H,et al.An experimental study on laser cutting mechanisms of polycrystalline diamond compacts [J].Annals of the CIRP,2007,56(1):201-204.
[4] 季國順,張永康.激光拋光化學氣相沉積金剛石膜[J].激光技術,2003,27(2):106-109.
[5] ODAKE Shoko,OHFUJI Hiroaki,OKUCHI Takuo,et al.Pulsed laser processing of nano-polycrystalline diamond:A comparative study with single srystal diamond [J].Diamond and Related Materials,2009,18:877-880.
[6] 方向陽.CVD金剛石膜激光鏟平切割工藝研究[J].寧夏工程技術,2003,2(2):157-160.
[7] 張勤儉,曹鳳國,劉媛.人造單晶金剛石激光微孔加工技術研究[J].金剛石與磨料磨具工程,2009(2):22-25.
[8] OHFUJI Hiroaki,OKUCHI Takuo,ODAKE Shoko,et al.Micro-nano-structural investigation of laser-cut surfaces of single and polycrystalline diamonds [J].Diamond and Related Materials,2010,19:1040-1051.
[9] 徐鋒.CVD金剛石厚膜的加工技術研究[D].南京:南京航空航天大學,2002.
作者簡介
嚴壘(1988-),男,碩士研究生。主要方向:等離子體技術與薄膜材料。
通訊作者:馬志斌,男,教授,博士生導師。主要研究方向為低溫等離子體技術及其應用。







 豫公網安備41019702003604號
豫公網安備41019702003604號